
Umuhimu wa kuzama kwa joto la LED
Kuzama kwa joto la LEDni sahani ya chuma inayotumiwa kwa uharibifu wa joto, kwa kawaida imewekwa chini ya taa ya LED.Inaweza kutawanya kwa ufanisi na kuondokana na joto linalotokana na LED, kudumisha joto la LED ndani ya safu salama, na kuhakikisha uendeshaji wa kawaida na maisha ya huduma ya taa ya LED.
Mwangaza na maisha ya taa za LED kwa kiasi kikubwa hutegemea udhibiti wa joto la LED.Joto la juu linaweza kupunguza mwangaza na maisha ya taa za LED, na hata kusababisha kushindwa kwao.Kwa hiyo, kuzama kwa joto la LED ni muhimu kwa utendaji na uaminifu wa taa za LED
Mchakato kuu wa utengenezaji wa bomba la joto la LED
Hapa kuna michakato kadhaa ya kawaida ya utengenezaji wa sinki za joto za LED:
1. Sinki ya joto iliyopanuliwa
Sinki ya joto iliyopanuliwahutengenezwa kwa kusukuma bili za alumini za moto kupitia chuma cha sehemu ya msalaba inayotakikana, kisha kukata au kuiona kwa urefu ulioombwa wa sinki la joto.Mchakato huu wa extrusion inaruhusu miundo tata ya fin kuundwa.
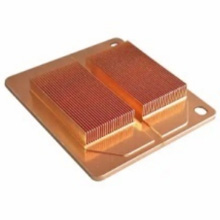
2. Sinki ya joto ya kutengeneza baridi
Sinki ya joto ya kutengeneza baridihutengenezwa kwa mchakato wa kughushi baridi, safu za mapezi ya pini huundwa kwa kulazimisha malighafi ya alumini au shaba kwenye ukingo hufa kwa ngumi kwa joto la kawaida, pini zitoke kutoka eneo la msingi.
3. Die akitoa sinki ya joto
Die casting ni mchakato wa utengenezaji wa kuingiza chuma kioevu kilichoyeyushwa chini ya shinikizo la juu kwenye mold ya usahihi wa juu.Mara nyingi hutumiwa kuzalisha wingi wa miundo tata ya tatu-dimensional na texture ya kina ya uso
Ni mchakato gani wa utengenezaji unafaa zaidi kwa sinki ya joto ya LED?
Kama LED joto kuzama na kuonekana sawa, bei ya molds ya kufa-casting ni ya juu, molds baridi ya kughushi ni wastani, na bei ya molds extrusion ni duni.
Kutoka kwa mtazamo wa gharama za usindikaji, bei ya usindikaji wa wasifu wa extrusion ni ya juu, bei ya kufa-cast ni ya wastani, na bei ya kughushi na kushinikiza ni nafuu.
Kutoka kwa mtazamo wa gharama za nyenzo, gharama ya nyenzo ni nafuu kiasi kwa ADC12 kufa-casting, wakati A6063 ni ghali zaidi kwa extrusion na vifaa vya kughushi.
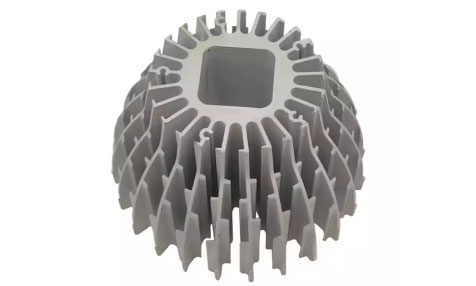
Chukua sinki za joto za LED kwa kawaida katika umbo la alizeti kama mfano.
ikiwa mchakato wa extrusion, nyenzo mara nyingi hutumia A6063, faida ni kwamba athari ya uharibifu wa joto ya bidhaa ni nzuri, na matibabu ya uso wa bidhaa ya kumaliza, kama vile anodizing, ni rahisi.Mzunguko wa uzalishaji wa mold ni mfupi kwa kawaida siku 10-15, na bei ya mold ni nafuu.
Ubaya ni kwamba gharama ya usindikaji wa posta ni kubwa na matokeo ni ya chini.
Kwa kutumia utupaji-kufa kutengeneza radiators za LED, nyenzo za ADC12 hutumiwa mara nyingi kama nyenzo.
Faida ni: gharama ya chini ya usindikaji, uwezo wa juu wa uzalishaji, na uwezo wa kuzalisha maumbo mbalimbali ya radiators ikiwa mold inaruhusu.
Hasara: Gharama ya mold ni ya juu, na mzunguko wa uzalishaji wa mold ni mrefu, kwa kawaida huchukua siku 20-35.
Sinki ya joto ya LED iliyotengenezwa kwa kughushi baridi inaweza kinadharia kufanywa kwa nyenzo yoyote.
Faida ni: gharama ya chini ya usindikaji na uwezo wa juu wa uzalishaji.Mzunguko wa uzalishaji wa mold ni kawaida siku 10-15, na bei ya mold ni nafuu.
Ubaya ni kwamba kwa sababu ya mapungufu ya mchakato wa kughushi, haiwezekani kutoa bidhaa zilizo na maumbo ngumu.
Kwa muhtasari, ikiwa shimoni la joto la LED lina mwonekano mgumu na idadi kubwa, inashauriwa kutumia mchakato wa kutupwa, ikiwa bomba la joto la LED lina muonekano rahisi na idadi kubwa, inashauriwa kutumia mchakato wa kughushi baridi.
Vinginevyo, mara nyingi sisi hutumia mchakato wa extruded kufanya.Wakati huo huo, tunahitaji kuchambua hali maalum na kuchagua njia inayofaa zaidi ya utengenezaji kwa gharama na utendaji wa bidhaa
Aina za Sink ya joto
Ili kukidhi mahitaji tofauti ya utaftaji wa joto, kiwanda chetu kinaweza kutoa mifereji ya joto ya aina tofauti na michakato mingi tofauti, kama vile hapa chini:



Muda wa kutuma: Apr-21-2023