
Enpòtans ki genyen nan koule chalè ki ap dirije
Dirije koule chalèse yon plak metal yo itilize pou dissipation chalè, anjeneral enstale nan pati anba a nan yon lanp dirije.Li ka efektivman dispèse ak gaye chalè ki te pwodwi pa dirije a, kenbe tanperati ki ap dirije a nan yon ranje ki an sekirite, epi asire operasyon nòmal la ak lavi sèvis nan lanp ki ap dirije a.
Klere a ak dire lavi limyè dirije yo lajman depann sou kontwòl tanperati ki ap dirije.Tanperati wo ka diminye klète ak lavi limyè ki ap dirije, e menm mennen nan echèk yo.Se poutèt sa, dirije koule chalè enpòtan anpil pou pèfòmans ak fyab nan limyè ki ap dirije
Pwosesis manifakti prensipal nan koule chalè ki ap dirije
Isit la yo se plizyè pwosesis manifakti souvan itilize pou koule chalè ki ap dirije:
1. Extruded koule chalè
Ekstrude koule chalèse fabrike pa pouse billets aliminyòm cho nan yon mouri asye nan seksyon an vle, Lè sa a, koupe oswa wè li nan koule chalè longè yo mande a.Pwosesis extrusion sa a pèmèt pou kreye desen konplèks fin.
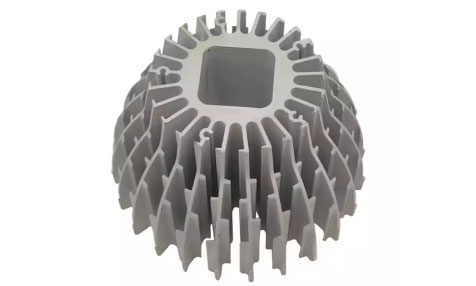
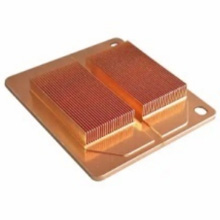
2. Fwad Forge chalè koule
Fwad Forge chalè koulese fabrike pa pwosesis frèt fòje, etalaj yo pin fin yo fòme pa fòse aliminyòm oswa kwiv matyè premyè nan bòdi mouri pa yon kout pyen nan tanperati abityèl, kite broch pwolonje soti nan zòn nan baz.
3. mouri Distribisyon chalè koule
Distribisyon Die se pwosesis fabrikasyon pou enjekte likid metal fonn anba presyon ki wo nan yon mwazi presizyon segondè.Li souvan itilize pou pwodui an mas estrikti konplèks ki genyen twa dimansyon ak yon teksti sifas detaye
Ki pwosesis fabrikasyon ki pi bon pou koule chalè ki ap dirije?
Si dirije koule chalè ak menm aparans la, pri yo nan mwazi mouri-casting yo wo, mwazi frèt forge yo modere, ak pri yo nan mwazi extrusion yo relativman ba.
Soti nan pèspektiv nan depans pwosesis yo, pri a nan pwofil extrusion D 'se wo, pri a nan Die-casting se modere, ak pri a nan Forge ak peze se relativman bon mache.
Soti nan pèspektiv nan depans materyèl,Pri materyèl la se relativman bon mache pou ADC12 mouri-casting, pandan y ap A6063 se pi chè pou extrusion ak materyèl forge.
Pran koule chalè ki ap dirije yo anjeneral nan fòm nan tounsòl kòm yon egzanp.
si pwosesis extrusion, materyèl la souvan itilize A6063, avantaj la se ke efè a dissipation chalè nan pwodwi a se relativman bon, ak tretman an sifas nan pwodwi a fini, tankou anodize, se relativman fasil.Sik pwodiksyon mwazi an kout anjeneral 10-15 jou, ak pri mwazi an bon mache.
Dezavantaj la se ke pri D 'pòs la pi wo ak pwodiksyon an pi ba.
Sèvi ak die-casting yo pwodwi radyatè ki ap dirije, se materyèl ADC12 souvan itilize kòm materyèl la.
Avantaj yo se: pri pwosesis ki ba, kapasite pwodiksyon segondè, ak kapasite nan pwodwi divès fòm radyatè si mwazi an pèmèt.
Dezavantaj: Pri mwazi an wo, ak sik pwodiksyon mwazi an long, anjeneral, pran 20-35 jou.
Teyorikman, koule chalè ki ap dirije ki fèt ak forge frèt ka fèt ak nenpòt ki materyèl.
Avantaj yo se: pri pwosesis ki ba ak kapasite pwodiksyon segondè.Sik pwodiksyon mwazi an anjeneral 10-15 jou, ak pri mwazi an bon mache.
Dezavantaj la se ke akòz limit yo nan pwosesis la forge, li pa posib yo pwodwi pwodwi ak fòm konplèks.
Pou rezime, si koule chalè ki ap dirije a gen aparans konplèks ak gwo kantite, li rekòmande pou sèvi ak pwosesis Die-casting, si koule chalè ki ap dirije a gen aparans senp ak gwo kantite, li rekòmande yo sèvi ak pwosesis forge frèt,
Sinon, nou souvan itilize pwosesis extrudée fè.An menm tan an, nou bezwen analize sitiyasyon an espesifik epi chwazi metòd fabrikasyon ki pi apwopriye pou pri ak pèfòmans pwodwi
Kalite koule chalè
Yo nan lòd yo satisfè diferan kondisyon dissipation chalè, faktori nou an ka pwodwi diferan kalite lavabo chalè ak anpil pwosesis diferan, tankou anba a:



Tan pòs: Apr-21-2023