
LED bero-husketatzearen garrantzia
LED bero-husketagailuaberoa xahutzeko erabiltzen den metalezko plaka bat da, normalean LED lanpara baten behealdean instalatua.LEDak sortutako beroa modu eraginkorrean barreiatu eta xahutu dezake, LEDaren tenperatura tarte seguru batean mantendu eta LED lanpararen funtzionamendu normala eta bizitza irautea bermatu dezake.
LED argien distira eta iraupena, neurri handi batean, LED tenperaturaren kontrolaren araberakoak dira.Tenperatura altuek LED argien distira eta bizi-iraupena murrizten dute, eta haien porrota ere ekar dezakete.Hori dela eta, LED bero-husketa funtsezkoa da LED argien errendimendua eta fidagarritasuna lortzeko
LED bero-hustugailuaren fabrikazio-prozesu nagusia
Hona hemen LED bero-hustugailuetarako erabili ohi diren hainbat fabrikazio-prozesu:
1. Estrusiodun bero-husketa
Estrusiodun bero-husketagailuanahi den sekzioko altzairuzko trokel baten bidez aluminiozko totxo beroak bultzatuz fabrikatzen da, eta gero moztu edo zerratuko da eskatutako bero-hosketara.Estrusio-prozesu honek hegats diseinu konplexuak sortzeko aukera ematen du.
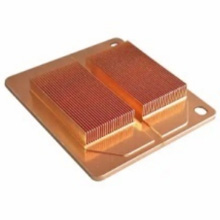
2. Forjaketa hotzeko bero-husketa
Forjaketa hotzean bero-husketaForjaketa hotzeko prozesuaren bidez fabrikatzen da, pin-hegats-matrizeak aluminioa edo kobrea lehengaia moldekatzeko matrizera behartuz eratzen dira, ohiko tenperaturan zulatu baten bidez, utz ezazu pinak oinarri-eremutik hedatzen.
3. Die casting bero-husketa
Die casting metal urtutako likidoa presio altuan doitasun handiko molde batean injektatzeko fabrikazio-prozesua da.Askotan, gainazaleko ehundura zehatza duten hiru dimentsioko egitura konplexuak masa ekoizteko erabiltzen da
Zein fabrikazio-prozesu da onena LED bero-husketarako?
Itxura bereko LED bero-hustugailua bada, Galdaketa moldeen prezioak altuak dira, forjaketa hotzeko moldeak moderatuak eta estrusio moldeen prezioak nahiko baxuak dira.
Prozesamendu-kostuen ikuspegitik, Estrusio-profilaren mekanizazioaren prezioa altua da, trokelaren prezioa moderatua da eta forjatzearen eta prentsatzearen prezioa nahiko merkea da.
Materialen kostuen ikuspegitikMaterialaren kostua nahiko merkea da ADC12 galdaketarako, eta A6063 garestiagoa da estrusiorako eta forjarako materialetarako.
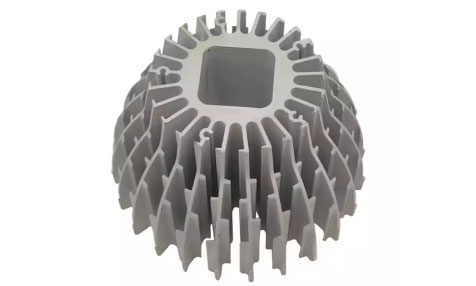
Hartu normalean eguzki-lore formako LED bero-husketak adibide gisa.
Estrusio-prozesua bada, materialak askotan A6063 erabiltzen du, abantaila da produktuaren beroa xahutzeko efektua nahiko ona dela eta amaitutako produktuaren gainazaleko tratamendua, hala nola anodizazioa, nahiko erraza dela.Moldearen ekoizpen-ziklo laburra izaten da 10-15 egunekoa, eta moldearen prezioa merkea da.
Desabantaila da post mekanizazio kostua handiagoa dela eta irteera txikiagoa dela.
LED erradiadoreak ekoizteko galdaketa erabiliz, ADC12 materiala askotan erabiltzen da material gisa.
Abantailak hauek dira: prozesatzeko kostu baxua, produkzio ahalmen handia eta moldeak ahalbidetzen badu erradiadoreen forma desberdinak ekoizteko gaitasuna.
Desabantailak: moldearen kostua altua da eta moldearen ekoizpen-zikloa luzea da, normalean 20-35 egun behar ditu.
Forjaketa hotzean egindako LED bero-hustugailua teorian edozein materialez egin daiteke.
Abantailak hauek dira: prozesatzeko kostu baxua eta ekoizpen ahalmen handia.Moldearen ekoizpen-zikloa 10-15 egunekoa izan ohi da, eta moldearen prezioa merkea da.
Desabantaila da forja-prozesuaren mugak direla eta, ezin dela forma konplexuko produktuak ekoitzi.
Laburbilduz, LED bero-harraska itxura konplexua eta kantitate handia badu, gomendatzen da galdaketa-prozesua erabiltzea, LED bero-konketa itxura sinplea eta kantitate handia badu, forjatze-prozesua hotza erabiltzea gomendatzen da.
Bestela, sarritan estrusio prozesua erabiltzen dugu egiteko.Aldi berean, egoera zehatza aztertu eta kostu eta produktuaren errendimendurako fabrikazio-metodo egokiena aukeratu behar dugu
Bero-Hondagailu motak
Beroa xahutzeko eskakizun desberdinak betetzeko, gure fabrikak mota ezberdinetako bero-husketagailuak ekoitzi ditzake prozesu ezberdin askorekin, adibidez:



Argitalpenaren ordua: 2023-04-21